
1. INTRODUCTION
Worldwide, the needlepunching industry enjoys one of the greatest successes of any textile related process [1]. The needlepunching industry around the world is a very exciting and diverse trade involving either natural or both natural and synthetic fibers.
2. PROCESS
The needlepunch process is illustrated in fig. 1. Needlepunched nonwovens are created by mechanically orienting and interlocking the fibers of a spunbonded or carded web. This mechanical interlocking is achieved with thousands of barbed felting needles repeatedly passing into and out of the web.
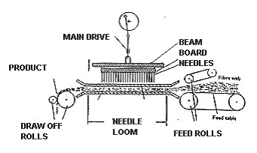
Fig. 1: Needle punching process
The major components of the needle loom and brief description of each are as follows:
2.1 THE NEEDLE LOOM (Fig-2 a & b)
- The needle board : The needle board is the base unit into which the needles are inserted and held. The needle board then fits into the needle beam that holds the needle board into place.
- The feed roll and exit roll. These are typically driven rolls and they facilitate the web motion as it passes through the needle loom.
- The bed plate and stripper plate. The web passes through two plates, a bed plate on the bottom and a stripper plate on the top. Corresponding holes are located in each plate and it is through these holes the needles pass in and out. The bed plate is the surface the fabric passes over which the web passes through the loom. The needles carry bundles of fiber through the bed plate holes. The stripper plate does what the name implies, it strips the fibers from the needle so the material can advance through the needle loom.
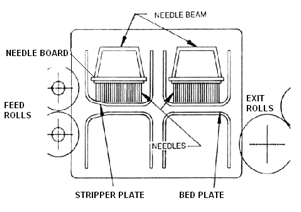
Fig. 2a: ?Needle loom
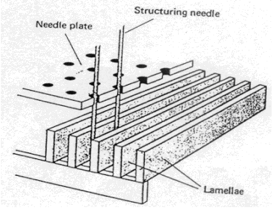
Fig. 2b: Needle penetration
2.2 THE FELTING NEEDLE
The correct felting needle can make or break the needle punched product. The proper selection of gauge, barb, point type and blade shape (pinch blade, star blade, conical) can often give the needlepuncher the added edge needed in this competitive industry (fig. 3).
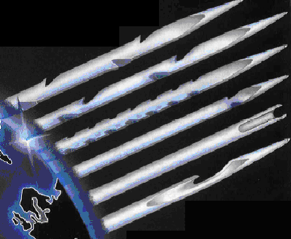
Fig. 2: Types of needles
?The gauge of the needles is defined as the number of needles that can be fitted in a square inch area. Thus finer the needles, higher the gauge of the needles. Coarse fibers and crude products use the lower gauge needles, and fine fibers and delicate fibers use the higher gauge needls. For example, a sisal fiber product may use a 12 to 16 gauge needle and fine synthetics may use 25 to 40 gauge needle [3].
The major components of the basic felting needle are as follows :
- The crank: The crank is the 90 degree bend on the top of the needle. It seats the needle when inserted into the needle board.
- The shank: The shank is the thickest part of the needle. The shank is that part of the needle that fits directly in the needle board itself.
- The intermediate blade: The intermediate blade is put on fine gauge needles to make them more flexible and somewhat easier to put inside the needle board. This is typically put on 32 gauge needles and finer.
- The blade: The blade is the working part of the needle. The blade is what passes into the web and is where the all important barbs are placed.
- The barbs: The barbs are the most important part of the needle. It is the barb that carries and interlocks the fibers The shape and sized of the barbs can dramatically affect the needled product
- The point: The point is the very tip of the needle. It is important that the point is of correct proportion and design to ensure minimal needle breakage and maximize surface appearance.
As the needleloom beam moves up and down the blades of the needles penetrate the fiber batting. Barbs on the blade of the needle pick up fibers on the downward movement and carry these fibers the depth of the penetration. The draw roll pulls the batt through the needle loom as the needles reorient the fibers from a predominately horizontal to almost a vertical position. The more the needles penetrate the web the more dense and strong the web becomes generally See fig. 4 a & b. Beyond some point, fiber damage results from excessive penetration.
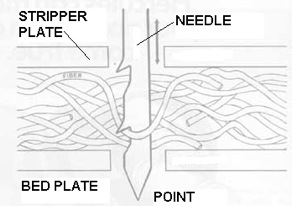
Fig. 4a: Needle Action - Schematic
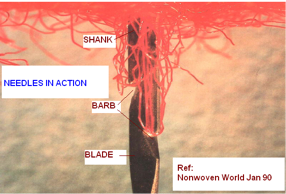
Fig. 4b: Needle action
3. TYPES OF LOOMS
There are three basic types of needle looms in the needlepunching industry. They are:
- The Felting Loom
- The Structuring Loom
- The Random Velour Loom
The felting looms are the type just described. These needle looms may have one to four needle boards and needles from the top, bottom or top and bottom. The primary function of this type of loom is to do interlocking of fibers resulting in a flat, one dimension fabric. The types of products made with this process and needle loom are diverse and multifaceted. They exist in variety of industrial products, geotextileds, automotives, interlinings, home furnishings, etc. [2].
Structuring looms use what are called fork needles. Instead of carrying fibers into bedplate hole, the fork needles carry fiber tufts into lamella bars that extend from the entry to the exit of the needle loom (fig. 1). These fork needles carry large tufts of fibers into parallel lamella bars. These bars carry the tuft of fiber from the entry to the exit side of the loom. Depending on the orientation of the fork needle, a rib or velour surface is introduced (fig. 5). The most popular products made with structuring looms include home and commercial carpets and floor mats, automotive rib and velour products, wall covering and marine products.
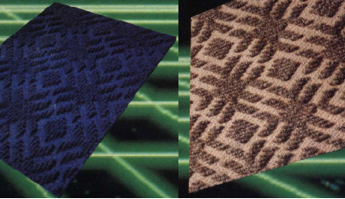
Fig. 5: Structured needling
Random velour looms are the newest type of needle looms, having only been available since the mid 1980's. The random velour looms are used to produce velour surfaces. Unlike the structuring looms, the velour products produced by this loom are completely isotropic. It is almost impossible to distinguish the cross direction from the machine direction.
Unique to this type of needle loom is the bristle-brush, bed-plate system. Special crown type needles or fork needles are used in this loom design. The needles push fibers into a moving brush bed plate. The fibers are carried in this brush from the entry to the exit of the loom with zero draft. This allows for the completely non-linear look, perfect for molded products. Random velour type products have been very popular in the European and Japanese automotive industry. While almost all U.S. automotive producers have the random velour machine, this type of product has yet to become popular in this country. The most popular products made with this type of needle loom are almost all centered around the automotive industry.
3.1 Machine variable:
The most important machine variable is the depth of penetration and puncture density. The fiber travel through the web depends on the depth of penetration of the needle. The maximum penetration is fixed by the needle of the machine and depends on the length of the three sided shank, the distance between the needle plates, the height of stroke, and the angle of penetration. The greater the depth of penetration, greater is the entanglement of fibers within the fabric because more barbs are employed.
The puncture density i.e. number of punches on the surface of the feed in the web is a complex factor and depends on
- the density of needles in the needle board (Nd)
- the rate of material feed
- the frequency of punching
- the effective width of the needle board (Nb T)
- the number of runs
The puncture density per run Edpass = [n*F] / [V*W]
Where, n= number of needles within a needleboard
F = frequency of punching
V = rate of material feed
W = effective width of the needle board
The puncture density in the needled fabric Ed NV depends on the number of runs Npass; Ed NV = Edpass * Npass
The thickness, basis weight, bulking density and air permeability - which provide information about compactness of fabric are influenced by a number of factors. If the basis weight of the web and puncture density and depth are increased, the web density increases and air permeability is reduced (when finer needles and longer, finer and more tightly crimped fibers are used). Web density does not increase when finer fibers are needled with coarser needles. There is neither an increase nor a decrease in air permeability if the puncture density is increased.
As far as the strength of a needled nonwoven web, the situation is similar to that for compactness, namely that finer needles, finer and longer fibers, greater web basis weight and greater puncture depth and density, result in increased strength of the needled web. However, once a certain critical puncture depth or density has been reached, the rise in strength may be reversed. If the depth of the barb is decreased or the distance between the barbs is increased, the dimensional stability is improved during needling, and the web density and maximum tensile strength in relation to basis weight can be raised.
4. APPLICATIONS
- Tennis Court Surfaces
- Space Shuttle Exterior Tiles
- Marine Hulls, Headliners
- Shoe Felts
- Blankets
- Automotive Carpeting
- Automotive Insulation
- Filters
- Vinyl Substrate
- 10.Insulator
- Primary Carpet Backing
- Fiberglass Insulation Felts
- Fiberglass Mats
- Wall coverings
- Composites
- Blood Filters
- Tennis Ball Covers
- Synthetic Leather
- Carpet Underlay Pads
- Auto Trunk Liners
- Interlinings
- Papermaker Felts
- Felts
- Padding
- Shoulder Padding
- Ceramic Insulation
- Kevlar Bullet Proof Vests
5. MARKET & PROSPECTS
In the U.S. the needlepunching sector of the nonwovens industry has always been the black sheep of the nonwovens industry. Needlepunching still has the connotation of being a slow, non-technical technology. Internationally, however, it is interesting to note that these negative connotations relating to needlepunching are not so prevalent. This is especially true in Asian markets. The simple fact of the matter is that many U.S., companies do not fully understand the needle punching process nor the emerging and developing markets. Additionally, companies cannot see a profitable future in needlepunching.
Needled felts used for filtration forms only about 10% of the total consumption, which accounts to approximately $400 million. The Pacific Rim countries like Korea, Taiwan, Indonesia, India and other Southeast Asian countries are currently investing heavily in pollution control that will naturally increase the market for the needled felt products [3].
Needlepunched nonwovens industries are rapidly growing in Latin America too. Due to the extensive use of needlepunched nonwovens in automobiles and due to the expansion of the automobile industry in these countries, there is tremendous potential for growth [4].