
Pressurised Headbox (Parameters)
1.1 General
Formation as well as most other qualitative properties of the sheet depends decisively on the operating condition of the head box . To put it strongly , the quality of the paper is established in the head box and on the first 2 to 3 m of the wire section
The table below lists the most important factors affecting formation :
Formation
Furnish **
Freeness **
Chemical Additives *
Headbox Design *
Headbox Consistency **
L/B Ratio **
Jet/Wire Speed Ratio *
Location of Forming Board *
Dewatering Elements **
Factors affecting formation
** = Strong effect
* = Moderate effect
Most of these operating parameters affect , besides formation , also other qualitative properties of paper . As the stock applied has an effect on the optimum values of the operating parameters of the head box as well , the operating conditions of the head box must be optimised through trail runs on each paper grade when starting up a new head box
1.2 Headbox Consistency
The Slice opening together with the head box pressure determines the volume of the head box jet flow and thus the consistency of the outflowing stock .
The Slice opening also affects also the qualitative properties of paper .
* Outflow Volume will increase
* Better formation will be achieved in general
* Retention will Become poorer in general
1.3 L/B Ratio
The Angle at which the stock jet hits the fabric can be changed by altering the so-called L/B ratio
It is possible to change the direction of the jet by moving the profile strip in horizontal direction
* When moving the profile strip backwards, the L/B ratio will increase and the jet impact point on the fabric will move further away from the head box
In Practice , the L/B ratio on a paper machine varies in the range between 0.8 — 1.2 . If the velocity changes considerably , re-check the jet impact point .
1.4 Location of forming board
Always direct the jet to the front of the leading blade of the forming board so that the blade
* Somewhat splits the jet
Air bubbles in the look through of paper can be often eliminated by
directing the jet more ahead of the first blade
Location of forming board is determined by head box operating parameters :
* With a low consistency , wide slice opening and the profile strip drawn back (L/B ratio about 1) , the distance of the forming board from the breast roll centre must be larger than with a higher head box consistency .
The jet impact point affects also formation and retention
Too sharp an angle causes rigorous initial dewatering , thus deteriorating retention
On the other hand , good formation demands rather efficient initial dewatering .
In the vertical direction , the forming board is often located on the fabrics level in order to eliminate generation of air bubbles in the look - through
1.5 Jet-to-wire Speed Ratio
Normally , the speed of wire and jet on a paper machine are not the
same . The speed difference is given as jet-to-wire speed ratio , or in percents
Said ratio is used to control the velocity of head box outflow . The jet velocity can be altered as follows :
*By adjusting the set-point of jet-to-wire speed ratio . The head box pressure will then change as programmed in the computer to correspond to the new jet-to-wire speed ratio . The wire speed will not change
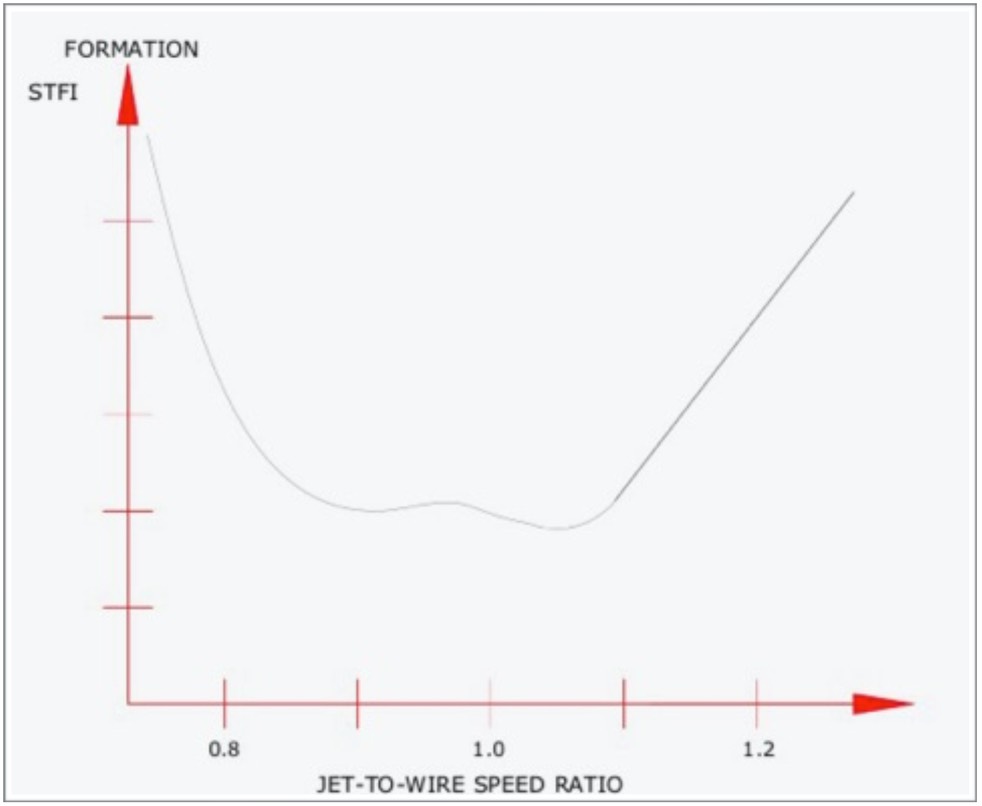
The Formation Improves as the STFI value decreases
* By changing the wire speed . The computer will then recharge the head box pressure in order to keep the jet-to-wire speed ratio constant .
The outflow velocity is controlled , especially in North America , by giving the computer the jet-to-wire speed difference in Percents . Thus , when the set-point is
* e.g +1.0 % , the wire speed is lower * e.g - 1.0 % , the wire speed is higher
The jet speed will change if the speed or set-point of the wire is changed
The jet-to-wire speed ratio affects * formation
* fiber orientation
The formation of paper is generally best with the ratio is close to 1.0 , but
however , never precisely 1.0
The jet-to-wire speed ratio has a significant effect on run ability. When the ratio differs considerably from value 1 , the fibres will orientate , i.e settle , in the machine direction finer orientation affects several strength properties of paper
* Tensile strength
* Stretch
* Tearing strength
The MD Tensile Strength increases uo to certain point when the jet-to-wire speed ratio deviates from 1 .
When the fibre orientation increases (jet-to-wire speed ratio deviates from value 1).
* the MD tensile strength increases
* The MD stretch increases
* The MD tearing resistance decreases
The CD tensile strength decreases when the jet-to-wire speed ratio differs from 1
The MD Stretch is at its minimum when the jet-to-wire ratio is 1
The Correct jet-to-wire speed ratio is found experimentally . In general , the ratio is slightly less than 1, but a ratio some what above 1 is also possible .
The MD tearing resistance decreases when the jet-to-wire speed ratio comes closer to 1
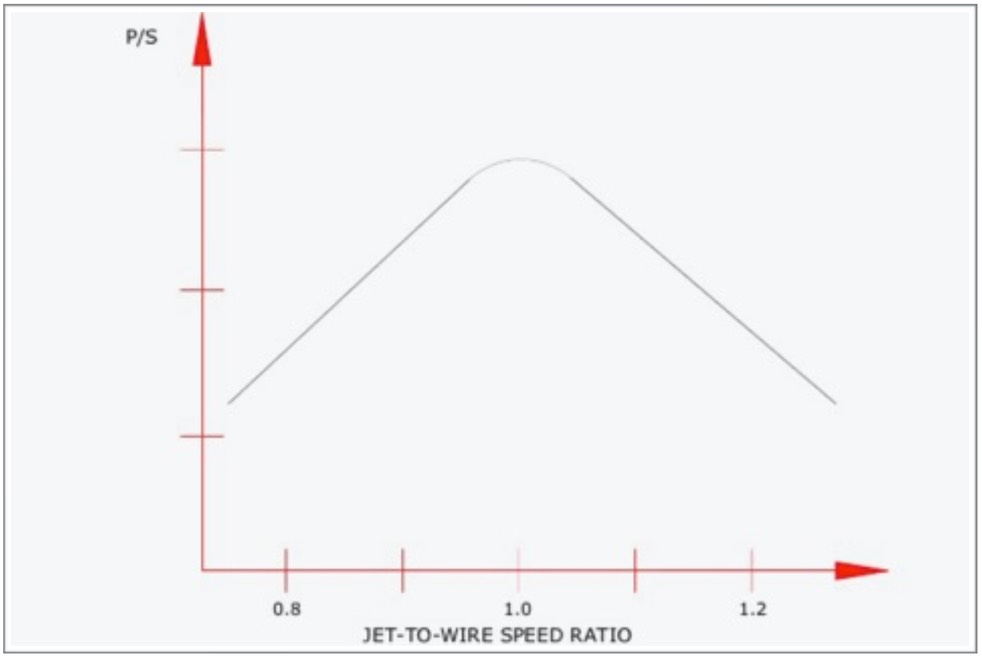
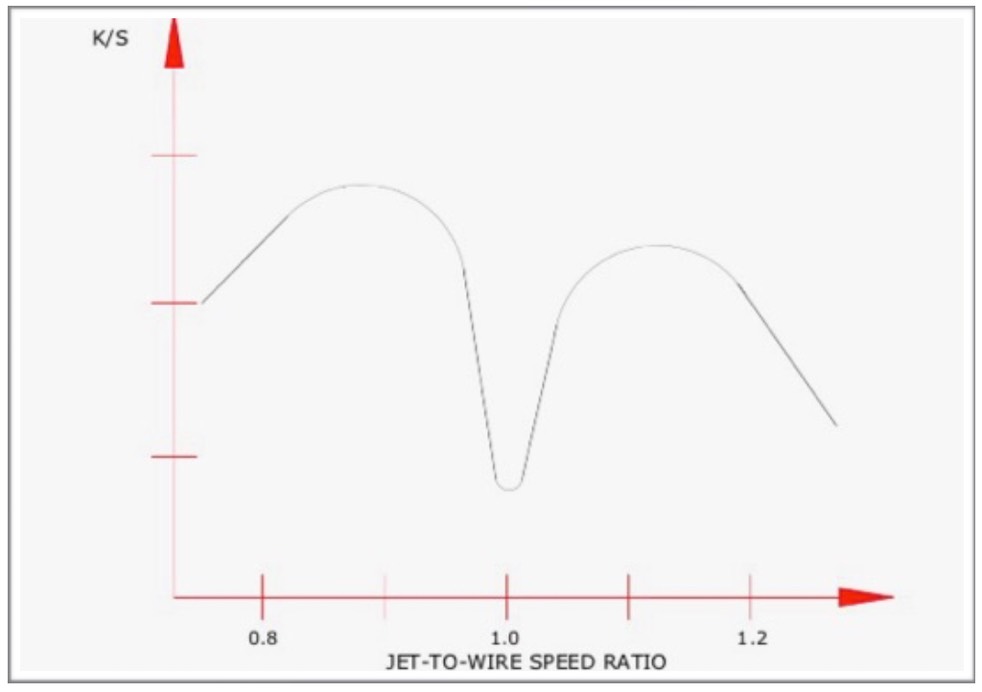
Correlation between bulk and wire-to-jet speed ratio
Correlation between porosity and jet-to-wire speed ratio